.
Automation Projects
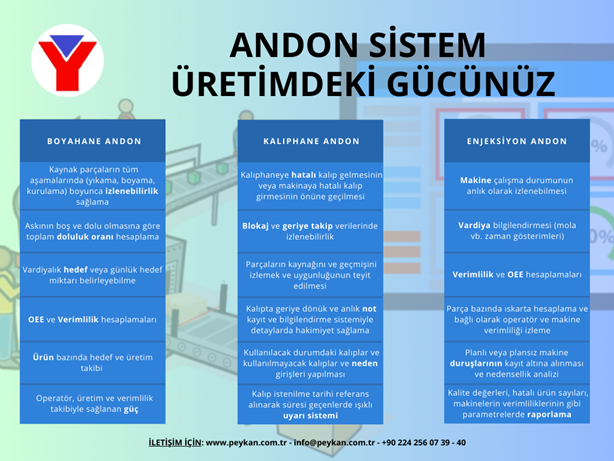
BIn a system; The point where the cycle starts and ends at the operation stations in the mass production line (this line can be an automobile production line as well as an engine, paint, pressing, assembly, etc. line) – that is, in the time frame and distance where the operator will complete his operations – due to any abnormality (reason) the operator If he cannot complete the operation, he requests help without stopping the line. The reason for the request for assistance may be material shortage, malfunction, quality problem, work accident, emergency etc. The request for help is displayed on the boards on the assembly line – along with the station and the reason for assistance. A special team or units related to the subject provide the necessary assistance to the station where the help request is made, without stopping the line. If the time of assistance is not reached, the line is stopped in order to avoid missing production or faulty production. Generally, the request for assistance is made after 60-70% of the operation time has been exhausted. Relevant intervention is done in the remaining 30-40% time.
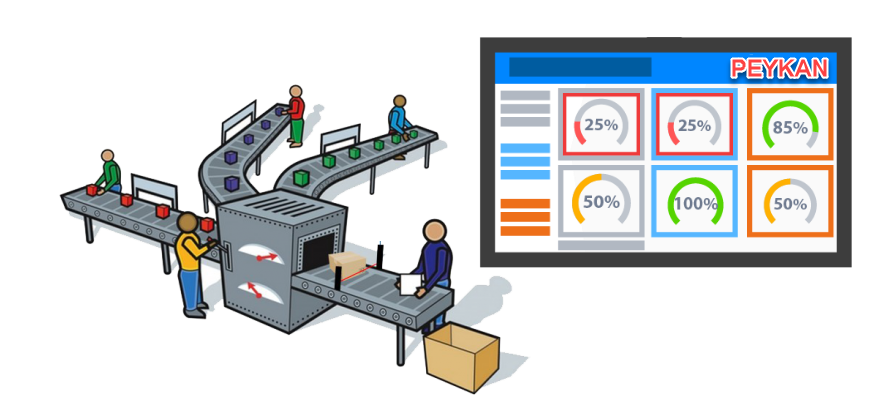
Production speed information of machines and lines can be monitored instantly.
A more professional image is provided with the most modern visual information panels. The instant and real efficiency of the factory can be monitored.
All planned and unplanned stops can be monitored.
Values such as performance, quality, OEE, yield can be monitored.
Capacity utilization rates, occupancy rates can be monitored..
The source of the errors can be traced. (operator errors, machine errors, from the supplier, etc.)
Instead of human-based measurement, real-time data from the field is collected with electronic sensors and buttons.
All values are kept in the database and historical reports can be obtained.
Industrial statistics, analysis, graphs can be extracted.
Andon panels can also be used for information, warning or guidance in industrial areas where the number of personnel is high and communication is difficult.
Changes in working days and hours, premium payment days, job safety warnings, motivational messages such as birthday celebrations, etc. It allows everyone to be informed clearly and unequivocally on the issues.
Integration with the existing system can be achieved and practical solutions can be offered.
Shift start and end warning times, meal break times can be managed with the andon system..
The operation of the relevant line where the anomalies occur
Preventing all handicaps arising from product quality and operator in production before the products go to the customer or the other line..
Part Status Notification Andon
It is the replenishment work order procedure for materials below the minimum stock level.
Machine Information Andon
Its purpose is to show the following information from machines or plants.
Tool or part replacement requests.
Quality control requests.
Completion of cyclical activities (painting, heat treatment, etc.)
Allows the operator to do other activities while the machine is running
Factory Condition Andon
Reports factory or machine performance.
Visual management is required when the number of plants or machines to be controlled is large.
It prevents the recurrence of abnormality for critical facilities and ensures the maintenance of normal conditions.